


UniMAT PLC、HMI、變頻器在全自動封邊機中的應用
封邊作業是板式家具制造過程中的一道重要工序。封邊質量的好壞直接影響產品的質量、價格和檔次。通過封邊,可以很好地改善家具的外觀質量,避免家具在運輸和使用過程中邊角部損壞、貼面層被掀起或剝落,同時可起到防水、封閉有害氣體的釋放和減少變形等作用,而且還能美化家具、愉悅心情。板式家具生產企業使用的原料主要是刨花板、中密度板及其它人造板,所選用的封邊條主要有PVC、聚脂、三聚氰胺和木條等.不同材料和規格的封邊條使用不同的封邊設備。手動封邊機結構較簡單,其安裝、使用及維護相對較容易;而全自動封邊機自動化程度高,生產效率高,加工后的板材精度高,外形美觀,逐步替代半自動或手動封邊機。
一、結構

全自動封邊機主要包括機身、各加工部組、控制系統。機身部分由上下橫梁、底座組成,其中 機身部分,關系到精確度的最重要的部分是上下橫梁,因其關系到加工板材能否直線運行,以確保每個加工部組均能精密工作;加工部組有涂膠機構、送料機構、齊頭齊尾、刮邊機構、拋光機構、開槽機構等組成,可根據加工需求,增減相應的部組。
二、控制流程
控制系統由PLC、HMI、變頻器、接近開關、編碼器等組成。PLC與變頻器走Modbus通信,PLC控制變頻器頻率,1#變頻器驅動傳輸電機,根據工藝要求可以改變變頻器頻率;2#變頻器驅動高速電機。P0口通過PPI與觸摸屏通信。編碼器連接在傳輸軸上,PLC采集編碼器的高速脈沖,記憶板材當前位置,從而驅動其他閥門氣缸動作。較原來行程開關控制,具有精度高,成本低等特點。控制工藝見圖1。
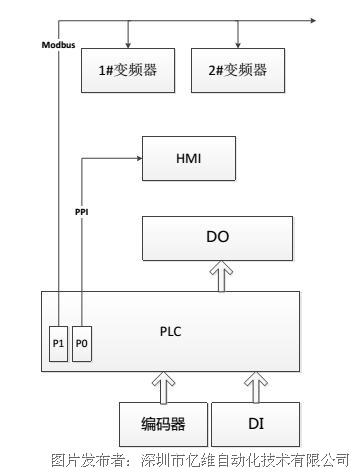
圖1 控制工藝圖
三、封邊工序
板材封邊工序有送板、送料涂膠、封邊、齊頭、齊尾、粗修、精修、刮邊、拋光、開槽等。
具體流程是:板材碰觸到進料檢測開關后,PLC初始化編碼器發送的脈沖數據即初始化HC0,并開始計數;HC0=100時,開始送料涂膠,同時封邊;HC0=200時,齊頭氣缸落下,開始齊頭;齊頭氣缸落下后,齊尾氣缸開始落下,開始齊尾;根據加工要求,客戶可以選擇其他工序。
四、PLC配置
全自動封邊機采用億維120系列CPU作為主控元件,UniMAT CPU124本機帶有12DI和8DO;可擴展3個IO模塊;集成2個通訊口,均支持PPI通訊;程序存儲空間為8K,用戶數據存儲空間為10K;采用FLASH技術超長時間掉電保持,無需電池支持,可將數據保存長達10年;特有的AES迭代加密算法,保護知識產權。
配置表:

五、Modbus通信
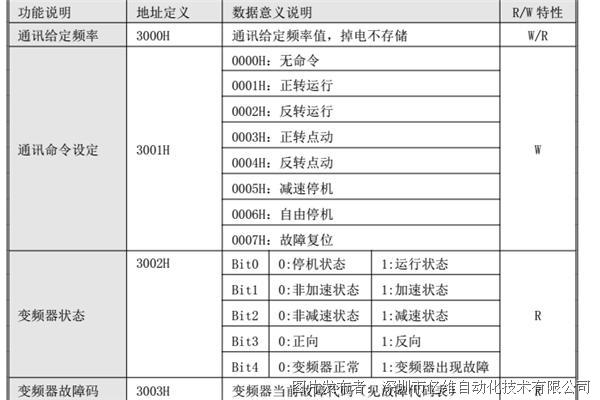
該設備選用億維UT500系列變頻器,變頻器的控制方式為端子控制啟停,PLC通過Modbus通信給定頻率。PLC作為主站,寫入變頻器通訊給定頻率參數,Modbus地址3000(十六進制),412288(十進制)。
1、變頻器關鍵參數設置如下
E-01=1 :端子控制
E-02=6 :RS485通訊端口控制
2、通信參數:
H-66=0:本變頻器作為聯動從站
H-67=3:從站地址:本機地址為3
H-68=3:數據格式為(N,8.2)
H-69=3:波特率為9600bps
H-70=1:通訊設定頻率比率
3、變頻器通信地址:
六、人機界面
人機界面選用億維UH500系列觸摸屏,作為系統和用戶之間信息交互和交換的媒介,承擔著信息的內部形式與人類可接受形式之間的轉換,隨著工業控制和自動化技術的演進,人機界面發揮著越來越重要的作用,且應用領域不斷朝更深更廣的方向發展,UH507系列產品將適用于任何的人機互動場合,用于監視和操控各種電子系統。

七、結束語
UniMAT系列產品線豐富,能夠滿足多數的工控應用場合。在本套系統中,UniMAT PLC、HMI、變頻器協同作業,表現優異,設備運行穩定。




 投訴建議
投訴建議
提交

匠心打造,應運而生-億維自動化SMART PLC震撼上市

創新驅動引領技術升級—億維自動化榮獲CMCD 2021運動控制領域創新技術獎!

億維 X6系列PLC新品上市

億維UN260接口模塊在特殊薄膜生產設備中的應用!

億維官網上新,物聯網板塊新功能等你體驗!