


阿爾法AS600驅動在直進式拉絲機上的應用
一.設備簡介
直進式拉絲機是由多個拉拔頭組成的連續生產設備,通過逐級拉拔,一次性地把鋼絲、銅絲等冷拉到所需的規格,并將成品線材收卷,工作效率高,設備占地面積小。直進式拉絲機主要由前端放線設備、拉絲模、電動機以及卷筒共同組成的拉絲設備,排線設備將金屬絲引入第一道拉絲模,然后纏繞進第一道卷筒,金屬絲在進入到第二道卷筒之前有張力臂調節保持張力恒定,之后再進入第二道拉絲模和第二道拉拔卷筒。依此類推,金屬絲經過四道拉拔后進入排線和收線設備,最后,拉拔后的細絲進入到工字輪收線后就完成了整個工藝流程。
金屬絲通過多臺電機協調工作同時對金屬絲進行拉拔,金屬絲在前一卷筒上纏繞幾圈后,直接進入下一拉絲模并纏繞在下一卷筒上,中間不通過任何過線導輪,不允許金屬絲在各道次模具之間打滑,因此對電動機的同步性及動態響應的快速性有更高的要求,是拉絲機中最難控制的一種。

二.方案說明
1. 拉絲主機:選用阿爾法AS600 驅動器和ASMA 感應伺服電機一套,電流矢量控制,低頻高轉矩輸出,低速穿模速度平穩,可1rpm(0.03Hz)輸出高轉矩,啟動停機過程平滑,高速運行穩定。
2. N 機拉絲從機:選用阿爾法AS600 驅動器和ASMA 伺服電機N 套,張力閉環控制,逐級跟蹤運行,電流矢量控制,低頻高轉矩輸出,可在1rpm(0.03Hz)平穩運行。
3. 收卷機:選用阿爾法AS600 驅動器和ASMA 伺服電機一套,速度閉環模式下恒張力控制,跟蹤拉絲機輸出線速度恒張力運行,內置制動單元和斷線保護功能,根據電機功率加裝制動電阻
4. AS600 具有應用宏,基本不用重新設定參數,調試簡便。
5. PLC 作為系統控制單元,控制各拉絲拔頭的啟動、停機、點動、跳卷極其它相應邏輯關系,各個部分的張力反饋信號直接反饋到驅動器,由驅動器自身作PID 閉環張力控制。
6. HMI 作為工藝參數設定和運行監控。
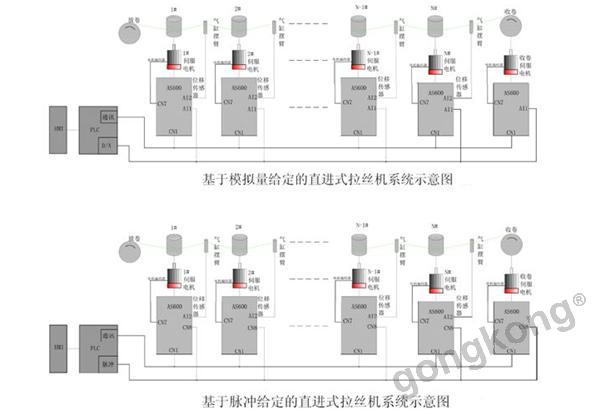
根據主給定的方式不同,又可以分為模擬量和脈沖兩種模式。
三.方案特點
1.可使用模擬量同步,也可使用通訊同步或脈沖同步。
2.采用阿爾法AS600 伺服驅動及ASMA 系列電機,低頻轉矩大1rpm 輸出180%力矩,無轉速死區,低速1rpm(0.03Hz)額定轉矩平穩輸出,穿模、試機沒有材料損耗。
3.三倍恒功率區調試,6000rpm 穩定輸出恒功率,機械設備科做更高線速度運行。
4.主速度由脈沖給定時, 避免了因此若級聯數量較多導致 DA 模塊的輸出幅值降低引起的無法達到設定的線速度,也避免了使用模擬量發送同步速度時,由于器件參數存在的不一致性,可能各臺驅動器檢測到的模擬量與實際值會有偏差, 尤其在速度較低的時候, 這會影響同步速度的一致性進而導致易斷線。
5.復雜的張力控制全部由驅動器本身完成,PLC 只做邏輯控制和主速度控制,極大地減少了PLC 程序和系統硬件的開發難度。
6.系統結構更簡潔,相互關聯度低,操作、維護更方便,同時,控制效果更佳,設備運行更穩定。
7.減少了很多A/D、D/A 模塊,對PLC 的性能指標要求低,是優化的低成本方案。
8.張力平衡桿在下限位、中間位或上限位,都可開機運行。自動跟蹤拉絲線速度,張力平衡桿基本維持在中點位置,擺動幅度小。
9.松線跟隨啟動,大大有效減少絲線脫槽概率,并能有效減少磨絲現象。
10.準確的斷線報警功能,防止斷線后設備繼續運行,減少亂絲出現。




 投訴建議
投訴建議
提交

新大陸自動識別精彩亮相2024華南國際工業博覽會

派拓網絡被Forrester評為XDR領域領導者

智能工控,存儲強基 | 海康威視帶來精彩主題演講

展會|Lubeworks路博流體供料系統精彩亮相AMTS展會

中國聯通首個量子通信產品“量子密信”亮相!